

The variables that can be adjusted in the field on startup, testing, or optimization of a standard design solid bowl decanter are:
- Bowl speed or G-force,
- Feed rate,
- Differential RPM
- The liquid level in the bowl (pond level)
There are also very rare variables that occasionally benefit the separation, 5) Rare adjustments. And, 6), One more variable that can affect the separation results is by changing the feed slurry characteristics.
1) BOWL SPEED OR G-FORCE: Most decanters operate at 2500 to 3200 x G. G levels less than 2500 x G for fine or organic solids slurries generally are inefficient in the separation. G levels over about 3,000 x G very often have no significant improvement in results, use more energy than needed, and result in more maintenance over the long term. There are exceptions but not many. There are a few high G-force decanters (5,000 – 10,000 x G) for very special applications. Some applications in mining, the coal industry, and in the chemical and plastics industries have large particulates that are often heavy. G levels of 600 to 1200 Gs are enough in these cases. Since many of these separations are very abrasive the lower G levels are preferred which greatly reduces abrasive wear on the contact parts of the conveyor and bowl.
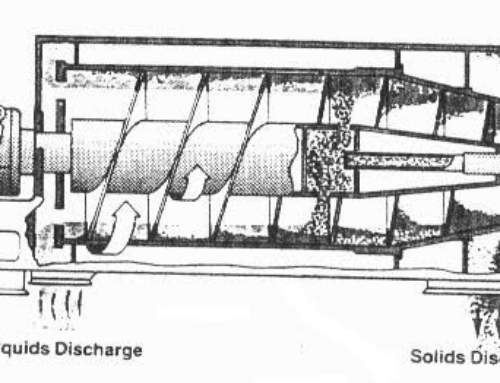
Two things occur in the clarification section of the decanter bowl (from the center of the feed zone to the liquid discharge end). These are (a) sedimentation between the surface of the pool and down to the bowl wall, or heel cake, or already settled solids mass and, (b) compaction of the solids mass under the pool of liquid.
(a) Depending on the diameter of the decanter the pool depth can be anywhere from 1 inch to about 8 inches in depth. As the incoming feed travels towards the liquid discharge end of the bowl the question arises as to how deep into the pool is the moving liquid stream as it travels down the bowl. At Sharples we set up a test with a P-3400 (I was there for one, possibly the only, test.) where we could feed pure water to the P-3400 at known feed rates and we had a plunger needle tied into the feed line just before the feed tube. The plunger tube was filled with blue dye. By calculation of the feed tube diameter and the feed rate we knew the time it took, upon a very quick plunge of the dye into the line, to reach the pool and start traveling along the bowl. We could visually see the liquid discharge and used stop watches to measure the time from the plunger use to the dye emerging in the centrate. By calculation of the pool surface area at the known pool depth we could calculate how deep the moving feed liquid penetrated the pool, at the G force level we were at. The depth of the moving layer was surprisingly very shallow, something in the range of 0.25 inches. Even at higher feed rates the moving layer depth increases very little. Therefore, if the centrate contains more solids as the feed rate increases, why? Answer, three possible reasons. First, the feed slurry just does not have time enough for the solids particles to get through the moving layer and into the non-moving liquid level (Where they are considered to have separated, but not yet settled completely and not yet compacted.) before the liquid and remaining solids discharge. Second, the higher feed rate causes more agitation hindering the settling. And third, the higher feed rate total solids under the pool may increase and the top of the pile of solids being conveyed along the bowl may impinge on the moving layer and get picked up and discharged with the liquid (This third reason can be eliminated with a higher differential RPM in most cases.). Items 2 & 3 contributed to the thoughts and design changes leading to the PM series of decanters at Sharples with deeper pools and axial flow of the liquid. More on this in another article.
(b) Once the solids settle to the bowl wall, or heel cake layer, they begin to accumulate and press down on the solids already settled. The cake solids under the pool can compact and reach a surprisingly dry form. Normally we say that almost all of the “free water” is squeezed out of the cake solids mass under the pool. Particle shape and malleability influence the final dryness. As the solids are conveyed up the dry portion of the beach most of any remaining free moisture drains back into the pool. The cake dryness is affected by differential, G-force to a certain extent, and pond depth slightly. Differential probably having the greatest affect since this variable affects the time under G. The longer the time, the drier the cake discharge, up to the dryness limit of the exact solids present. G-force also affects the cake dryness again up to the dryness limit of the solids. Excess G-force once the solids reach their dryness limit is ineffective and wasteful.
2) FEED RATE: The feed rate affects results. The greater the feed rate the less time the slurry has under G-force before the liquid decants out of the bowl. The effect of feed rate changes can be very gradual or quite dramatic. Normally feed rate increases do not cause the separation results to change equal to the feed rate change. For example, doubling a given feed rate (where the separation results are good) might result in only a 10-20 percentage point reduction in separation efficiency. The exact feed rate to a given decanter, or, the exact decanter model chosen for a customer feed rate requirement, depends on the objectives of the customer. Some customers need the cleanest centrate possible (and can accept a wetter cake discharge), some the driest cake possible (and can accept a centrate with some solids loss), some a combination of both goals. With the foreknowledge of what the customer needs, and with enough test data, it is not difficult (for an experienced decanter Engineer or Technician) to provide the correct size and design decanter for that particular customer requirement.
3) DIFFERENTIAL / BACKDRIVE: If we attach a motor (backdrive motor) to the small pinion shaft coming out of the gearbox we can rotate that shaft and cause movement of the gears inside the gearbox, which are connected to the conveyor via the spline shaft. Thus we can change the conveyor speed relative to the bowl speed. We call this the “differential” speed or RPM. Lowering the differential allows better settling and better clarity of the discharged liquid. Consider, we are trying to settle solids in a liquid pool at the same time we are agitating the pool by a series of conveyor flights continually churning through it. The less churning the better. However, we still have to push out and remove all the solids that do settle. If we do not they have to go someplace and will go out with the liquid discharge which we call the “centrate.” Therefore the differential cannot be too low. The proper differential is found by testing. This is done on start up as part of the optimization assistance we provide, and later by plant personnel should the feed slurry characteristics change.
Higher than needed differentials result in less clarity of the centrate, wetter cake solids, and sometimes a higher torque (often a lower torque due to wetter solids). Torque is a measurement of the resistance of the solids being conveyed along the bowl and up the conical section to the discharge ports, and the scraping of the flight edges on the heel cake.
4) POND LEVEL: The liquid level in the bowl, called the pond level, can be adjusted by stopping the centrifuge, lifting the cover and adjusting the plate dams on the liquid end of the rotating bowl assembly. A few decanters can adjust a skimmer in or out to change the pond level while rotating. The deeper the pond level the better the clarification of the liquid; however, there is a negative effect. As the pond level increases it covers more of the conical section of the bowl or beach. This reduces the dry beach length where the solids are draining prior to discharge. The result is that the cake discharge may contain more liquid. Should the customer desire a drier cake discharge, as opposed to the cleanest centrate possible, the pond depth is lowered. Most applications begin with a deep pond level with very little dry beach. Testing with the bowl RPM, differential, and feed rate may or may not yield the results the owner wishes. In that case the pond level may be lowered or raised and the optimization process repeated.
5) Rare adjustments are related to sedimented solids that will not convey up the beach to the solids discharge holes. The solids are thick but not firm, and tend to be slippery. They slide on the beach and on the face of the conveyor flights especially in the “dry” portion of the beach. (A BD design conveyor would normally be the answer, but might not be readily available.)
a) If adjustments in the pond level and the differential do not work, with a standard conveyor, another possibility is to provide a bed of rough solids as heel cake on the beach. An example of this that involved the author was in the grape juice industry. A 14” diameter decanter was sold to remove grape pulp and skins from the grape juice. The seeds had already been removed prior to the juicing operation. A Sharples P-3400 had been tested successfully on the application, but the P-3400 had been on other tests previously and had a hard and rough heel cake already present in the beach area. On start up of the purchased decanter with a clean bowl, no solids would discharge. The pond depth was increased, the bowl RPM adjusted, and the differential RPM lowered with no success. Drums of dried ground grape seeds were nearby and scoops of that material were dumped into the feed line and fed into the decanter until the seeds discharged like beebees into the casing. The grape pulp slurry was fed and now solids emerged with no problem and the centrate juice was clean. They continue to operate and now have several years of operation (2018).
b) On rare occasions the author has observed that lowering the bowl speed allows the cake to discharge. This happens with a solids type that does not need a high G to separate and compact, and can overcome a lower G when being conveyed up the beach.
6) FEED CHANGES: If all of the above adjustments just cannot produce the separation and cake dryness desired by the customer, it is possible sometimes to change the feed characteristics. The easiest way is to add a coagulant of some sort. With waste sludges, such as sewage or manure slurries, this might be a cationic polyelectrolyte. With water treatment (potable water) sludges it may be an anionic or nonionic polyelectrolyte. pH changes sometimes cause the solids particles to agglomerate as might a temperature change. Early in the author’s Process Engineering career with Sharples I was given the job of separating soybean protein with a P-5000 Super-D-Canter installed in the customer plant. After a week of failure with all of the adjustments discussed above I experimented with pH in the plant lab with little difference in the particle size resulting. Hot water added to the slurry did seem to agglomerate or coagulate the protein solids. Speaking with the plant personnel I found out that the feed slurry could easily be heated before fed to the decanter. They agreed to send it hot to the decanter. The goopy protein solids were coagulated and came out of the cake discharge like buck shot, and the centrate was clean. Sharples went on and sold dozens of decanters to this company, and other companies in the same industry.
The author hopes that the information shared here from his over 45 years of decanter experience may be of benefit to anyone working with a standard design decanter. Similar articles on BD decanters and screen bowl decanters are coming.


{kind=link}
{kind=link}
{kind=link}